OC曲線④ 工程能力指数(Cp,Cpk)1.33の時にロットが合格する確率ってどれくいらい?

どうもわださんです。
工程能力指数(Cp,Cpk)=1.33だと
一般的には理想的な状態なんて言われます。
では、その時のロットが合格する確率ってどれくらいかを
確認してみようと思います。
<参考>工程能力指数って何?って人は下記を参考にしてみて下さい。
『【独学QC検定】工程能力指数(Cp,Cpk)を解説します』
1.「 工程能力指数(Cp,Cpk) =1.33」から部品の不良率が分かる
工程能力指数(Cp,Cpk)がわかると
規格外品が発生する確率がわかります。
確率の話に進む前に
工程能力指数って何を表しているかっていうのを考えてみると、
『工程能力指数(Cp,Cpk) =1の確率っていうのは、
3σ(σは標準偏差のこと)のこと』
を表していて、
『工程能力指数ってのは3σの何倍ですか』
ってことを表しています。
では、工程能力指数(Cp,Cpk)=1.33を考えてみると
3σの1.33倍という意味になるので、
3σ × 1.33 = 3.99σ ≒ 4σ
ということになります。
次に標準偏差の何倍がわかるどうなるのでしょう?
それは正規分布の性質から確率がわかります。
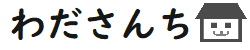
今回のCpk=1.33の時の部品の不良率はっていうと、
標準正規分布において4σの外側確率(※)を求めればよいことになり、
不良品の発生する確率pは0.006334%(※)となります。
※.図において、±4σより外の『不良品の発生する確率①と②の合計』のこと。
※.標準正規分布から確率を求める方法はこちらを参照してください。
⇒ https://wadasanchi.com/2020/04/30/qc-kp/
メモ:標準正規分布は左右対称なので上側確率を求めて2倍すればOK。
2.Cpk=1.33の時のロットが合格する確率を求める。
Cpk=1.33の時の部品の不良品の発生する確率が
p= 0.006334% と分かったところで、
ロットが合格する確率を求めてみましょう。
計算はこれまで使ってきた下記の式で計算します。
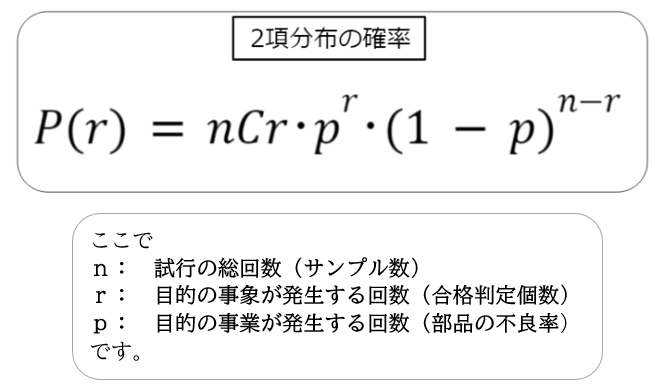
まずはロットを合格にする合格判定個数を決めたいのですが、
ここはいったん0個にしてみようと思います。
そしてサンプル数を変えて計算した結果が下表になります。
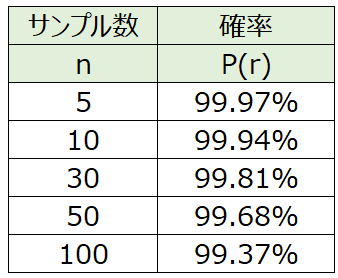
工程能力指数が1.33の時にサンプル数が5で
合格判定個数0の時のロットの合格率は99.97%となり
結構な確率でロットは合格できそうです。
サンプル数が100になると99.37%なので、
ロットが合格する確率は少し小さくなることがわかります。
同じ不良率ならサンプル数が多ければ、
その中に不良品が混ざる確率がありそうってのは感覚的にわかりますね。
3.工程能力指数1.67だとどうなるか?
工程能力指数1.67っていうのは、1.33の時と同様に考えると
3σ × 1.67 =5.01σ ≒ 5σ
のことになります。
また5σのの時の不良率は標準正規分布の確率から
p=0.000057%
となります。
工程能力数1.33の時と同じようにして、
合格判定個数0ことして、サンプル数を変えながら確率を計算した結果が下表です。
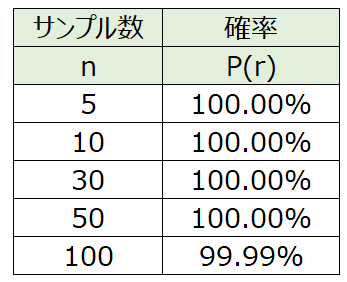
工程能力1.67あると抜き取り検査のサンプル個数は50個までは
ロットの合格する確率は100%となり、
サンプル100個でも99.99%合格するという結果になりました。
なので、工程能力指数が1.67もあれば、抜き取り検査自体が不要という判断もできそうです。
工程能力指数が1.33や1.67を目指す意味が
何となく分かったところで今日はここまでにしたいと思います。
最後まで読んでいただきありがとうございました。