【独学QC検定】工程能力指数(Cp,Cpk)を解説します
どうもわださんです。
今日からQC検定の復習を兼ねて【QC検定講座】と題して書いていきます。
第一回目となる今回のテーマは、「工程能力指数Cp,Cpk」です。
<これだけは覚えよう>
QC検定に合格するために、これだけは頑張って覚えましょう。
1.工程能力指数とは何か?
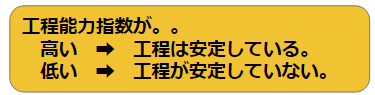
工程能力指数とは、製造工程の能力を定量的に評価するための指標です。
工程能力指数の値が高い程、その工程は安定している(能力が高い)といえる。逆に低いとその工程は安定していない(能力が低い)といことになります。
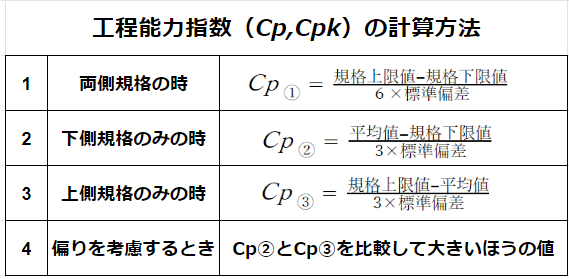
2.工程能力指数の種類と計算方法
工程能力指数はCpと偏りを考慮するCpkとういう2種類の記号で表します。
そして、Cpには、
①両側規格の時 ②下側規格のみの時 ③上側規格のみの時
の3種類があります。そしてそれぞれの計算方法は次の表になります。
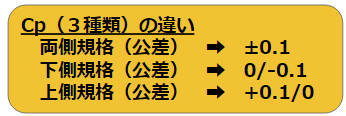
(1)3種類あるCpの違いとは?
まず、Cpについてですが、規格は公差と言い換える方が理解しやすいかもしれません。
つまり、両側規格とは両側公差と言えます。例えば±0.1とかです。
(2)偏りがあるってどういうことか?
次に偏りがあるとはどういことかというと、例えば、下図のようにΦ10±0.1の丸棒を製作した場合を考えます。
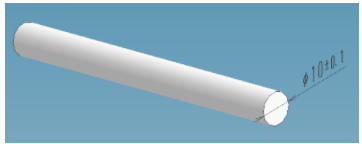
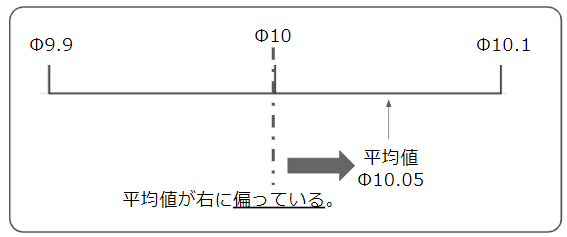
この時、複数本作って平均を出したときに平均がΦ10.05になったとします。
公差域がΦ9.90~Φ10.10になるので、出来上がった丸棒は、公差の真ん中であるΦ10.00の狙いに対してプラス方向に平均がずれていることになります。つまり、偏りがあるということになりCpkを計算することになります。
ちなみに、現実を考える場合は、偏りがないことが少ないと思いますので、ほとんどの場合は偏りを考慮するCpkを使うことになると思います。
3.工程能力指数の見方
最後は、計算された工程能力指数Cp、Cpkの使い方です。
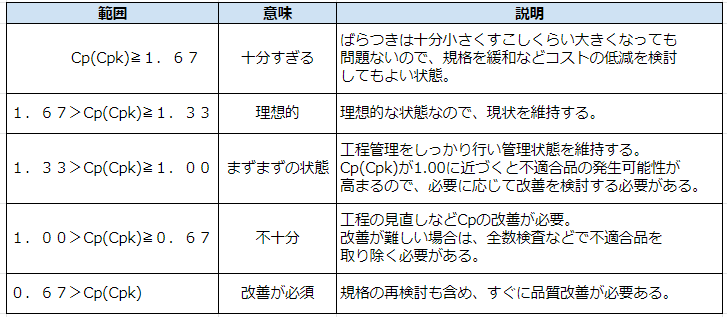
Cp,またはCpkは下表のように、算出された値がどの範囲にあるかで、それぞれ意味が変わってきます。
※ QC検定に合格するために4つの数字(0.67、1、1.33、1.67)とその意味を頑張って覚えましょう。
以上、今回はここまでにしたいと思います。最後まで読んでいただきありがとうございました。
“【独学QC検定】工程能力指数(Cp,Cpk)を解説します” に対して3件のコメントがあります。